Aku jahutus ja aku vesijahutusplaat
Riikliku uue energiasõidukite soojusjuhtimise põhjaliku edendamisega on uute energiasõidukite tööstus pälvinud üha rohkem tähelepanu. Uute energiasõidukite südamena on akude ohutus, eluiga, sõiduulatus ja jõudlus muutunud ka enamiku kasutajate tähelepanu keskpunktiks. Akude jõudluse parandamiseks, CFD arvutamise eluea pikendamiseks, sõidukite sõiduulatuse suurendamiseks ja toiteakude ohutusõnnetuste vältimiseks on aku töötemperatuur muutunud üheks võtmeteguriks.

Kõigist akujahutuslahendustest on vedelikjahutusest saanud peamine jahutusmeetod, mis oma suure erisoojusvõimsuse ja kõrge soojusülekandeteguri tõttu ületab õhkjahutuse ja faasimuutusjahutuse. Toiteaku töötamise ajal tekkiv soojus kandub üle elektroonikakomponentide ja plaadikujulise alumiiniumseadme pinna vahelise kontakti kaudu ning lõpuks kannab jahutusvedelik seadme plaadi sees olevas voolukanalis ära. See plaadikujuline alumiiniumseade on vesijahutusplaat.
Vesijahutusplaadi konstruktsioon ja paigutus on samuti mitmekesised, mille määrab peamiselt aku tüüp ja akusüsteemi üldine paigutus. Lisaks sellele kasutab kogu soojusjuhtimissüsteem suure energiatarbega aku temperatuuri ühtluse tagamiseks põhimõtteliselt mitme paralleelse haru disaini. Mida pikem on jahutuskanal, seda keerulisem on temperatuuri ühtlust kontrollida.
Aku vesijahutusplaadi protsessimuutused
Elektrisõidukid on arenenud tavaõli varasest elektrienergiaks muutmisest kuni akupaki lahenduste optimeerimiseni kulude vähendamise nõude raames ning muudatusi on läbi teinud ka vesijahutusplaadi protsessi marsruut.
1. Esimese põlvkonna toode - pressitud alumiiniumist vesijahutusplaat
Profiili vesijahutusplaadi materjaliks on 6-seeria alumiiniumprofiil paksusega ca 2mm. Vedrustuse konstruktsiooni pole vaja kasutada. VDA moodulid on laotud otse peale, igale plokile on paigutatud 3-4 moodulit. Veevoolu kanali saab integreerida ka kasti põhja. Kõik moodulid on virnastatud vesijahutusplaadile ja tugevus on ilmne.
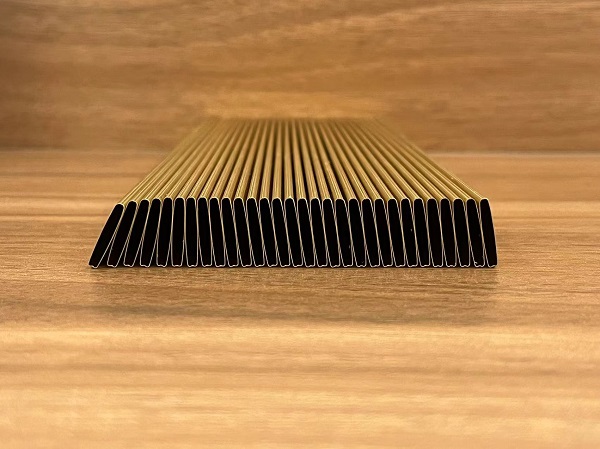
2. Teise põlvkonna toote jõudlus - väikese stantsimisplaadi ja klaveritoru vesijahutusplaadi jõudlus mõjutab toiteaku jõudlust, mis mõjutab otseselt elektrisõidukite aku tööiga. Mitmed alumiiniumist vee- ja külmaplaadid sisaldavad rohkem kui kümme või kakskümmend kilogrammi vedelikku, mis on piiratud aku lõtkuga, nii et need sisenevad otse külma paleesse. Lava. Tegelikult kasutatakse keevitusprotsessi autotööstuses laialdaselt. Kasutatud on auto esiotsa jahutusradiaator, kondensaator ja plaatsoojusvaheti. Üldjuhul värvitakse 3-seeria alumiinium keevitatud asendisse ja seejärel keevitatakse liiga kõrge temperatuuriga (umbes 600 °C) keevitusahjuga, nii et tööprotsess on suhteliselt lihtne. Kasutage sama protsessi, kuid rakendus on erinev. Tempelplaat peab esmalt tembeldama disainitüki. Jooksu sügavus on üldiselt 2-3,5 mm. Keevitatud teise tabletiga teise tabletiga. Harmoonikatoru voolukanali ristlõige on sarnane suupillitoru kujuga, kusjuures mõlemas otsas on kollektorid, mis toimivad liitumiskohtadena, nii et sisemine voolusuund võib olla ainult sirge ja seda ei saa kujundada meelevaldselt nagu stantsitud plaati. teatud piirangud.
3. Kolmanda põlvkonna tooted – vedelikjahutusplaadi integreerimine ja integreerimine
Kuna üksiku akuelemendi energiatihedus jõuab teatud kitsaskohani, saab kogu paketi energiatihedust suurendada vaid PACK-i rühmitamise määra suurendades. Selleks, et akupakki rohkem akusid toppida, muutub moodul aina suuremaks ja isegi mooduli kontseptsioon tühistatakse ning patareid laotakse otse karbile, milleks on CTP. Samal ajal areneb aku vesijahutusplaat ka suure plaadi suunas, mis on kas integreeritud kasti või moodulisse või valmistatud suureks stantsitud plaadiks, mis on kasti põhjale tasapinnaline või katab aku ülaosa. kamber.
Kolme tüübi hulgast on stantsitud plaadi tüüpi vedeljahutusplaadi funktsionaalne keerukus kõrgem, kuna sellega seotud stantsimis- ja keevitusnõuded on väga nõudlikud. Samal ajal, olenemata sellest, millist aku vesijahutusplaadi tootmisprotsessi kasutatakse, on keevitamine väga oluline protsess. Tänapäeval jaguneb vesijahutusplaatide keevitustöötlemistehnoloogia peamiselt kolme kategooriasse: pingestatud difusioonside, vaakumjoodisjootmine ja segahõõrdekeevitus. Vaakumjoodisjootmisvedeliku jahutusplaatidel on paindliku konstruktsiooni ja kõrge keevitamise efektiivsuse omadused, mistõttu neid kasutatakse laialdaselt elektrisõidukite valdkonnas.
Praegu koos vedelikjahutusplaatide struktuuri järkjärgulise mitmekesistamisega tõusevad nõuded keevitusprotsessidele üha kõrgemaks ning keevitamine areneb ka järgmises kuues suunas: 1) Keevituse energiatõhususe parandamine, keevitamise tootlikkuse tõstmine ja keevitamise vähendamine kulud; 2) tõsta ettevalmistustöökoja mehhaniseerituse ja automatiseerituse taset ning parandada keevituskvaliteedi stabiilsust; 3) automatiseerida keevitusprotsess, parandada keevitamise tootmiskeskkonda ja lahendada karmid töötingimused; 4) arenevate tööstusharude areng edendab jätkuvalt keevitustehnoloogia arengut; 5) Tähelepanuta ei saa jätta soojusallikate uurimist ja arendamist; 6) Energiasäästlik tehnoloogia on üldine mure. Kokkuvõttes seab see kõrgemad nõuded ka keevitusseadmete uurimis- ja arendustegevusele ning tootmisele.